- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

পণ্য





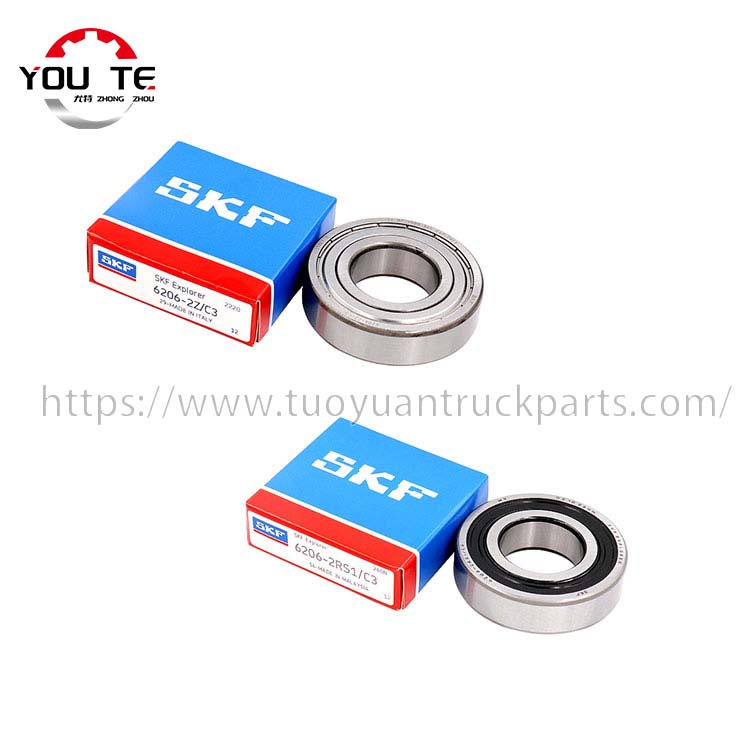

গভীর খাঁজ বল বিয়ারিং SKF ভারবহন
Hebei Tuoyuan Machinery Co., Ltd. ডিপ গ্রুভ বল বিয়ারিং SKF বিয়ারিং বিক্রিতে বিশেষজ্ঞ, যা সবচেয়ে বেশি ব্যবহৃত রোলিং বিয়ারিং। এটি কম ঘর্ষণ প্রতিরোধের এবং উচ্চ ঘূর্ণন গতি দ্বারা চিহ্নিত করা হয়। এটি এমন অংশগুলিতে ব্যবহার করা যেতে পারে যা রেডিয়াল লোড বহন করে বা সম্মিলিত লোড যা একই সাথে রেডিয়াল এবং অক্ষীয় দিকগুলিতে কাজ করে। এটি অক্ষীয় লোড বহন করে এমন অংশগুলিতেও ব্যবহার করা যেতে পারে, যেমন ছোট-পাওয়ার মোটর, অটোমোবাইল এবং ট্র্যাক্টর গিয়ারবক্স, মেশিন টুল গিয়ারবক্স, সাধারণ মেশিন, টুল ইত্যাদি।
মডেল:6000ZZ
অনুসন্ধান পাঠান পিডিএফ ডাউনলোড করুন
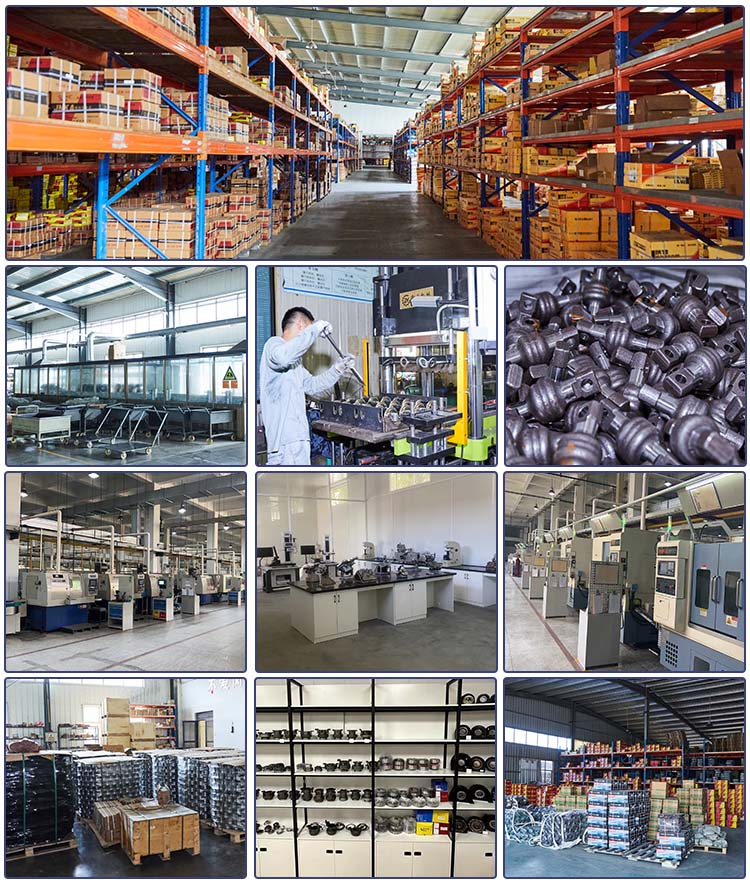
Our service

ডিপ গ্রুভ বল বিয়ারিং এসকেএফ বিয়ারিং গিয়ারবক্স, যন্ত্র, মোটর, গৃহস্থালীর যন্ত্রপাতি, অভ্যন্তরীণ জ্বলন ইঞ্জিন, পরিবহন যান, কৃষি যন্ত্রপাতি, নির্মাণ যন্ত্রপাতি, প্রকৌশল যন্ত্রপাতি, স্কেট, ইয়ো-ইয়োস ইত্যাদিতে ব্যবহার করা যেতে পারে।
ডিপ গ্রুভ বল বিয়ারিং SKF ভারবহন ইনস্টলেশন পদ্ধতি
গভীর খাঁজ বল বিয়ারিং ইনস্টলেশন পদ্ধতি 1: প্রেস ফিট: যখন বিয়ারিং এবং শ্যাফ্টের ভিতরের রিংটি শক্ত ফিট থাকে এবং বাইরের রিং এবং বিয়ারিং সিটের গর্তটি একটি আলগা ফিট থাকে, আপনি প্রথমে শ্যাফ্টের উপর বিয়ারিং টিপতে একটি প্রেস ব্যবহার করতে পারেন এবং তারপরে শ্যাফ্ট এবং বিয়ারিংটি টুগেদারে ইনস্টল করতে পারেন। বিয়ারিং হাউজিং বোরে তাদের একসাথে রাখুন। চাপ দেওয়ার সময়, নরম ধাতব উপাদান (তামা বা হালকা ইস্পাত) দিয়ে তৈরি একটি অ্যাসেম্বলি হাতা বিয়ারিং ভিতরের রিংয়ের শেষ মুখে স্থাপন করা হয়। যখন বিয়ারিংয়ের বাইরের রিং এবং বিয়ারিং সিটের গর্ত শক্তভাবে ফিট হয় এবং ভিতরের রিং এবং শ্যাফ্ট আলগাভাবে ফিট হয়, তখন বিয়ারিংটিকে প্রথমে বিয়ারিং সিটের গর্তে চাপ দেওয়া যেতে পারে। এই সময়ে, সমাবেশের হাতাটির বাইরের ব্যাসটি আসন গর্তের ব্যাসের চেয়ে সামান্য ছোট হওয়া উচিত। যদি বিয়ারিং রিং, শ্যাফ্ট এবং সিট হোল সবই শক্তভাবে লাগানো থাকে, তাহলে ইন্সটলেশনের সময় ভিতরের রিং এবং বাইরের রিং শ্যাফ্ট এবং সিটের গর্তে একই সময়ে চাপতে হবে। অ্যাসেম্বলি সেটের কাঠামো এমন হওয়া উচিত যাতে বিয়ারিংয়ের ভিতরের এবং বাইরের রিংগুলির শেষ মুখগুলি একই সময়ে ছাঁটাই করা যায়।
ডিপ গ্রুভ বল বিয়ারিং SKF ভারবহন ইনস্টলেশন পদ্ধতি 2: উত্তপ্ত ফিট: বিয়ারিং বা বিয়ারিং সীট গরম করার মাধ্যমে, ইনস্টলেশন পদ্ধতিটি টাইট ফিটটিকে একটি আলগা ফিট এ রূপান্তর করতে তাপীয় সম্প্রসারণ ব্যবহার করে। এটি একটি সাধারণ এবং শ্রম-সঞ্চয় ইনস্টলেশন পদ্ধতি। এই পদ্ধতি বড় হস্তক্ষেপ সঙ্গে bearings ইনস্টলেশনের জন্য উপযুক্ত। বিয়ারিং বা বিভাজ্য বিয়ারিং রিংটি তেলের ট্যাঙ্কে রাখুন এবং গরম ইনস্টলেশনের আগে এটিকে সমানভাবে 80-100 ডিগ্রি সেলসিয়াসে গরম করুন, তারপর এটিকে তেল থেকে সরিয়ে শ্যাফটে ইনস্টল করুন। যত তাড়াতাড়ি সম্ভব অভ্যন্তরীণ রিং এন্ড ফেস এবং শ্যাফ্ট শোল্ডারকে ঠাণ্ডা হওয়া থেকে রোধ করার জন্য, যদি ফিট টাইট না হয়, তাহলে ঠাণ্ডা করার পরে বিয়ারিংটি অক্ষীয়ভাবে শক্ত করা যেতে পারে। ভারবহন বাইরের রিং হালকা ধাতব ভারবহন আসনের সাথে শক্তভাবে মিলিত হলে, ভারবহন সীট গরম করার গরম ফিটিং পদ্ধতি সঙ্গমের পৃষ্ঠে স্ক্র্যাচ এড়াতে পারে। বিয়ারিং গরম করার জন্য একটি তেল ট্যাঙ্ক ব্যবহার করার সময়, তেল ট্যাঙ্কের নীচে থেকে একটি নির্দিষ্ট দূরত্বে একটি গ্রিড থাকা উচিত বা বিয়ারিংগুলি ঝুলানোর জন্য একটি হুক ব্যবহার করা উচিত। ভারবহন বা অসম গরমে প্রবেশ করা থেকে অমেধ্য রোধ করতে খাঁজের নীচে ভারবহন স্থাপন করা যাবে না। ট্যাঙ্কে একটি থার্মোমিটার থাকতে হবে। টেম্পারিং প্রভাব প্রতিরোধ করতে এবং ফেরুলের কঠোরতা কমাতে তেলের তাপমাত্রা 100 ডিগ্রি সেলসিয়াসের বেশি না হওয়া কঠোরভাবে নিয়ন্ত্রণ করুন।
| নাম | গভীর খাঁজ বল বিয়ারিং SKF ভারবহন |
| মডেল | 6000ZZ |
| MOQ | 100 পিসি |





হট ট্যাগ: গভীর খাঁজ বল বিয়ারিং SKF ভারবহন, চীন, নির্মাতারা, সরবরাহকারী, কারখানা, টেকসই, গুণমান, কম দাম, কাস্টমাইজড
পণ্য ট্যাগ
সম্পর্কিত বিভাগ
ক্লাচ রিলিজ বিয়ারিং
ইউনিভার্সাল জয়েন্ট বিয়ারিং
টেপার রোলার বিয়ারিং
কিংপিন মেরামতের কিট
টাই রড শেষ
ডিপ গ্রুভ বল বিয়ারিং
উচ্চ তাপমাত্রা গ্রীস
SKF FAG হুইল বিয়ারিং
বালিশ ব্লক বিয়ারিং
তেল ছাপ
ভি-বেল্ট
রাবার বুশ
অনুসন্ধান পাঠান
নীচের ফর্মে আপনার তদন্ত দিতে নির্দ্বিধায় দয়া করে. আমরা আপনাকে 24 ঘন্টার মধ্যে উত্তর দেব।







